题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
单件小批生产时加工内表面,如孔内键槽、方孔和花键孔等应采用()
A.铣削
B.刨削
C.插削
D.拉削
 答案
答案
查看答案
 请输入或粘贴题目内容
搜题
请输入或粘贴题目内容
搜题
 拍照、语音搜题,请扫码下载APP
题目内容
(请给出正确答案)
拍照、语音搜题,请扫码下载APP
题目内容
(请给出正确答案)
A.铣削
B.刨削
C.插削
D.拉削
答案
 更多“单件小批生产时加工内表面,如孔内键槽、方孔和花键孔等应采用()”相关的问题
更多“单件小批生产时加工内表面,如孔内键槽、方孔和花键孔等应采用()”相关的问题
第7题
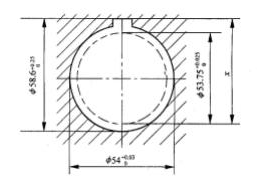
下图为在齿轮上加工内孔和键槽的有关尺寸,其加工顺序如下:
(1)拉内孔至D1=φ53.750+0.025mm;
(2)拉键槽保证尺寸x,这时的工序尺寸只能从留有磨削余量的内孔下母线标注;
(3)热处理(不考虑热处理后内孔的变形误差);
(4)磨内孔,保证设计尺寸D=φ540+0.03mm,考虑到磨孔后的中心(磨孔时是以齿轮节圆来定位的)不可能与拉孔中心重合,设同轴度误差为0.03mm,即e=0±0.03mm。试求拉键槽的工序尺寸x。